欢迎进入江门市鸿誉数控机床有限公司官方网站!
 24小时服务热线400-116-2998
24小时服务热线400-116-2998
欢迎进入江门市鸿誉数控机床有限公司官方网站!
24小时服务热线400-116-2998

地址:广东江门市蓬江区荷塘镇中兴四路14号
邮箱:651204964@qq.com
网址:www.hongyucnc.com
销售电话:13415446588 (郑经理 )
销售电话: 15502052258(陈经理 )

4、生产斜床身数控车床和平床身数控车床机床排屑能力对比: 由于重力的关系斜床身数控车床不易产生缠绕刀具,利于排屑;同时配合中置丝杆和导轨防护钣金,可以避免切屑在丝杆和导轨上堆积。斜床身数控车床一般都配置自动排屑机,可以自动清除切屑,增加工人的有效工作时间。平床身的结构很难加设自动排屑机。 5、宁波斜床身数控车床和平床身数控车床机床自动生产化对比: 机床刀位数的增加,自动排屑机的配置,实际上都是为自动化生产打基础。一人值守多台机床,一直是机床发展的方向。斜床身数控车床再增设铣削动力头、自动送料机床或者机械手,自动上料,一次装夹完成所有的切屑工序,自动下料,自动排屑,就成了工作效率极高的自动数控车床。斜床身硬轨车床制造商斜床身硬轨车床的结构在自动化生产方面处于劣势。
生产斜床身硬轨车床制造商斜导轨数控机床滚动轴承预紧的方法:1、斜床身硬轨车床定位预紧:向一个轴承的内圈或外国施加轴向力后,将内、外保持相对固定,称为定位预紧。2、生产斜床身硬轨车床定压预紧:利用弹簧或其它弹性元件使轴承受到一定的轴向负荷并产生预变形的方法称为定压预紧。3、调压预紧:用液压力推动轴承某些部位,改变油的压力可调整预紧力大小,和现代控制技术相结合,斜床身硬轨车床制造商可以达到随轴承负荷不同,自动控制预紧力的大小。综合上述分析,通过以上方法的预紧,既能达到滚珠丝杠和滚动轴承总成的装配技术要求,又保证了斜导轨数控机床运行和工作度,为机床的装配提高了效率,获得了较好的经济利益。

生产斜床身硬轨车床制造商数控机床的日常维护及保养要求如下:一、每天工作后,切断电源,对车床各表面、各罩壳、各导轨面、丝杠、光杠做到无油污、无铁屑、车床外表清洁。二、每周要求保养床身导轨面和中滑板导轨面的清洁和润滑。通常当数控车床运行500时后,需进行一级保养。其保养工作以操作工为主,在维修人的配合下进行的。保养时,必须先切断电源,然后按下列顺序和要求进行:首先,进行主轴的保养。第一、清洗滤油器、使其无杂物。第二、检查主轴锁紧螺母有无松动,紧定螺钉是否拧紧。第三、斜床身硬轨车床制造商调整制动器及离合器摩擦片间隙。其次,交换齿轮箱的保养。第一,清洗齿轮、轴套,并在油杯中注入新油脂。第二,调整齿轮的啮合间隙。第三,检查轴套有无晃动的现象。三、滑板和刀架的保养。四、尾座的保养(擦拭外表和加油润滑)。五、润滑系统的保养。首先,清洗冷却泵、滤油器。其次,保证油路畅通。第三,检查油质,保持良好(油标清淅)六、电器的保养。首先,清扫电动机、电气箱上的尘屑。其次,电器装置固定整齐。七、外表的保养。首先,清洗数控车床的表面及罩壳,保持其内、外表清洁,无锈蚀、无油污。其次,检查并补齐各螺钉、手柄。清洗擦净后,各部件进行必要的润滑。

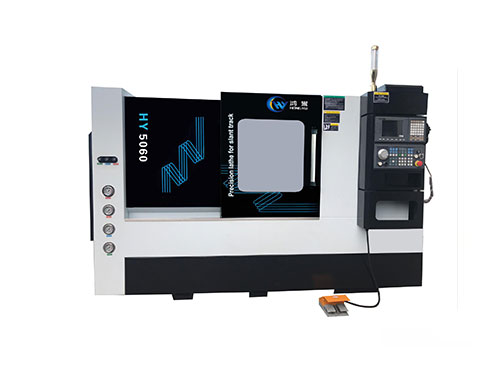
斜床身线轨车床是一款高速、高精度、高可靠性的数控车床,铸件采用树脂砂工艺铸铁,经高温时效处理,保证机床稳定性,导轨采用30度倾斜角,大大提高机床刚性,线轨采用台湾滚柱直线导轨可进行重切削加工。宁波生产机床采用多工位排刀式刀位,大大提高换刀速度,可一次性加工多工位刀具要求等盘类及短轴类产品,通过选配1-6刀位伺服动力头可集成车、铣、钻、镗、攻丝等功能复合加工。既可保证精度,又可提高效率,降低成本。斜床身线轨车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。斜床身硬轨车床制造商斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数。斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强。

1、斜床身硬轨车床和平床身数控车床机床布局对比: 平床身数控车床的两根导轨所在平面与地平面平行。斜床身数控车床的两根导轨所在平面则与地平面相交,成一个斜面,角度有30°,45°,60°,75°之分。从机床侧面看,平床身数控车床的床身呈四方形,斜床身数控车床的床身呈直角三角形。很明显,在相同导轨宽度的情况下,斜床身的X向拖板比平床身的要长,应用在车床的实际意义是可以安排更多的刀位数 2、宁波斜床身数控车床和平床身数控车床机床切削刚性对比: 斜床身数控车床的截面积要比同规格平床身的大,即抗弯曲和抗扭能力更强。斜床身数控车床的刀具是在工件的斜上方往下进行切削,切削力与工件的重力方向基本一致,所以主轴运转相对平稳,不易引起切削振动,而平床身数控车床在切削时,刀具与工件产生的切削力与工件重力成90°,容易引起振动。 3、生产斜床身数控车床和平床身数控车床机床加工精度对比: 数控车床的传动丝杆是高精度的滚珠丝杆,丝杆与螺母之间的传动间隙很小,但也不是说没有间隙,而只要有间隙,当丝杆向着一个方向运动后再反向传动时,难免会产生反向间隙,有反向间隙就会影响数控车床的重复定位精度,从而影响加工精度。斜床身数控车床的布局直接可以影响X方向滚珠丝杆的间隙,重力直接作用于丝杆的轴向,使传动时的反向间隙几乎为零。平床身数控车床的X方向丝杆不受轴向重力影响,间隙无法直接消除。这就是设计给斜床身数控车床带来的先天精度优势。

斜床身数控车床的安装:斜床身数控车床放置于基础上,应在自由状态下找平,然后将调整垫铁均匀地锁紧。对于普通机床,水平仪读数不超过0.04/1000mm,对于高精度的数控机床,水平仪不超过0.02/1000mm。在测量安装精度时,应在恒定温度下进行,测量工具需经一段定温时间后再使用。斜床身数控车床安装时应竭力避免使数控机床产生强迫变形的安装方法。斜床身数控车床安装时不应随便拆下机床的某些部件,部件的拆卸可能导致数控车床内应力的重要新分配,从而影响数控机床精度。斜床身数控车床试运转前的准备 斜床身硬轨车床制造商斜床身数控车床几何精度检验合格后,需要对整机进行清理。用浸有清洗剂的棉布或绸布,不得用棉纱或纱布。清洗掉斜床身数控车床出厂时为保护导轨面和加工面而涂的防锈油或防锈漆。清洗机床外表面上的灰尘。在各滑动面及工作面涂以机床规定使滑油。斜床身硬轨车床仔细检查斜床身数控车床各部位是否按要求加了油,冷却箱中是否加足冷却液。机床液压站、自动间润滑装置的油是否到油位批示器规定的部位。斜床身硬轨车床检查电气控制箱中各开关及元器件是否正常,各插装集成电路板是否到位。斜床身硬轨车床制造商通电启动集中润滑装轩,使各润滑部位及润滑油路中充满润滑油。做好机床各部件动作前的一切准备。

全国服务热线
地址:江门市蓬江区 荷塘镇中兴四路14号 销售电话:13415446588 (郑经理 ) 15502052258(陈经理)
Copyright © 江门市鸿誉数控机床有限公司 备案号: 粤ICP备2021006745号 技术支持: 哲商科技

